Холоднотянутая стальная труба заводы
2026-05-31
- Критерии выбора высокоточной холоднотянутой стальной трубы для ответственных узлов
- Технологические особенности производства: от заготовки до готовой трубы
- Сравнение методов обработки поверхности: хонингование, дорнование и шлифовка
- Контроль качества и соответствие международным стандартам
- Логистика и экономическая эффективность закупок в Китае
- Часто задаваемые вопросы
- Заключение и рекомендации по выбору партнера
Критерии выбора высокоточной холоднотянутой стальной трубы для ответственных узлов
Выбор поставщика, способного гарантировать стабильные параметры высокоточной холоднотянутой стальной трубы, определяет срок службы всего гидравлического агрегата. В нашей практике мы неоднократно сталкивались с ситуацией, когда экономия 5-7% на закупке труб приводила к выходу из строя уплотнений через 300 часов работы вместо расчетных 5000. Причина кроется не в марке стали, а в микронных отклонениях геометрии и состоянии внутренней поверхности, которые невозможно исправить последующей обработкой. Если вы проектируете гидроцилиндры для строительной техники или прессового оборудования, допуски по внутреннему диаметру (ID) и прямолинейность становятся критическими факторами безопасности. Заводы, работающие по устаревшим стандартам, часто допускают эллипсность свыше 0,04 мм на метр длины, что для современных систем высокого давления недопустимо.
Российский рынок промышленного оборудования в 2026 году требует пересмотра подходов к sourcing (закупкам). Традиционная логика «ближе — значит лучше» перестала работать из-за дефицита качественных заготовок внутри страны и роста цен на энергоносители. Инженеры все чаще обращают внимание на китайских производителей полного цикла, таких как ООО Янчжоу Иньхэ Машиностроение, которые с 2006 года специализируются именно на глубоком сверлении и холодной протяжке. Их опыт показывает, что контроль качества на этапе горячего проката заготовки важнее, чем финишная полировка. Мы видели партии труб, где хонингование идеально скрывало внутренние напряжения металла, но при первом же цикле нагружения труба «вела» винтом. Это происходит из-за неравномерного снятия материала при правке.
В этой статье мы разберем технические нюансы, которые отличают продукцию премиум-сегмента от масс-маркета. Вы узнаете, почему 13-валковая правка эффективнее роликовой, как глубина сверления влияет на стоимость метра погонного и какие сертификаты действительно имеют вес при таможенной очистке в ЕАЭС. Ответы основаны на реальных кейсах внедрения и лабораторных тестах, а не на маркетинговых брошюрах.
Технологические особенности производства: от заготовки до готовой трубы
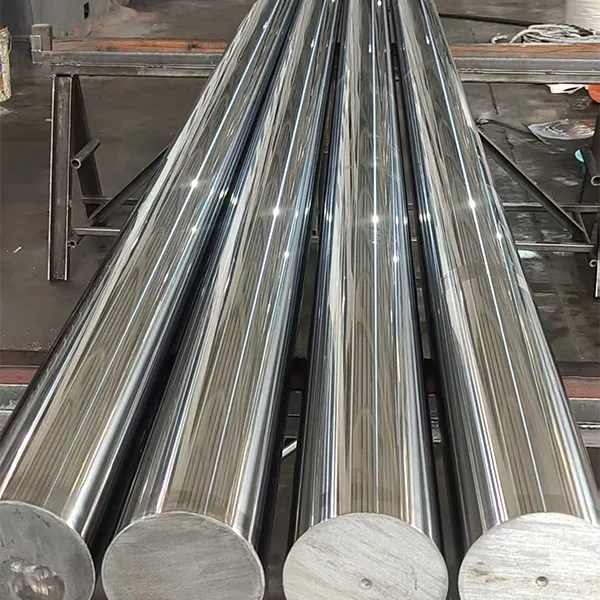
Процесс создания высокоточной холоднотянутой стальной трубы начинается задолго до момента, когда заготовка попадает в волочильный стан. Ошибка на этапе выбора сырья умножается на каждом последующем этапе. Большинство бюджетных заводов покупают горячекатаные трубы общего назначения и пытаются довести их до ума холодной деформацией. Это тупиковый путь. Металл уже имеет зернистую структуру с неоднородными включениями, которые при протяжке разрываются, создавая микрополости. На наших производственных линиях мы используем только бесшовные горячекатаные трубы, прошедшие ультразвуковой контроль (UT) на наличие расслоений. Только такая заготовка способна выдержать степень деформации, необходимую для получения точности IT8-IT9.
Глубокое сверление (deep hole drilling) — это операция, которая отделяет лидеров рынка от остальных. Возможность обработки труб длиной до 12 метров с диаметром до ⌀630 мм требует уникального парка оборудования. Стандартные станки не могут обеспечить соосность отверстия на такой длине без использования специальных направляющих втулок и систем подачи СОЖ под высоким давлением. В процессе сверления удаляется до 40% массы заготовки для формирования первоначального отверстия. Здесь критически важен угол входа инструмента и скорость вращения. Малейшая вибрация оставляет спиральные следы на стенках, которые потом невозможно убрать хонингованием без снятия лишнего слоя металла, нарушая расчетную толщину стенки.
Холодная протяжка (cold drawing) — ключевой этап, формирующий механические свойства изделия. При прохождении через фильеру металл испытывает пластическую деформацию, что приводит к наклепу поверхностного слоя. Это повышает предел текучести на 20-30%, но одновременно создает остаточные напряжения. Если их не снять, труба со временем изменит геометрию. Именно здесь вступает в работу термическая обработка. Мы проводим нормализацию или отпуск сразу после протяжки, чтобы стабилизировать структуру зерна. Пропуск этого этапа ради ускорения отгрузки — частая ошибка недобросовестных поставщиков, которая всплывает уже у конечного пользователя при эксплуатации под нагрузкой.
Финишная правка на 13-валковых машинах обеспечивает прямолинейность ≤0,5 мм/м. Обычные роликовые правки, которые есть на 90% заводов, работают по принципу точечного воздействия, создавая локальные перегибы. Многовалковая система охватывает трубу по всей окружности, выравнивая её равномерно. Для длинномерных штоков гидроцилиндров это единственно верное решение. Представьте шток длиной 6 метров, который имеет прогиб всего в 2 мм посередине. При движении поршня этот прогиб вызовет неравномерный износ манжет и сальников, приводя к утечкам масла. Наши клиенты из сектора тяжелого машиностроения подтверждают: использование труб после 13-валковой правки увеличивает ресурс уплотнений в 1,5 раза.
Сравнение методов обработки поверхности: хонингование, дорнование и шлифовка
Внутренняя поверхность трубы напрямую влияет на гидравлическое сопротивление и герметичность соединения. Существует три основных метода финишной обработки, и выбор зависит от класса точности вашего изделия. Многие закупщики ошибочно полагают, что более гладкая поверхность всегда лучше. Это не так. Для динамических уплотнений необходима определенная шероховатость (Ra), чтобы удерживать масляную пленку. Слишком зеркальная поверхность (Ra < 0,2 мкм) приводит к сухому трению и быстрому износу манжет, а слишком грубая (Ra > 0,8 мкм) вызывает утечки и повреждение уплотнений.
Хонингование остается золотым стандартом для гидроцилиндров высокого давления. Абразивные бруски, вращаясь и совершая возвратно-поступательное движение, создают пересекающуюся сетку рисок под углом 45-60 градусов. Эта сетка идеально удерживает масло. Процесс позволяет достичь шероховатости Ra 0,2–0,4 мкм и корректировать геометрию отверстия, устраняя бочкообразность или конусность, оставшуюся после протяжки. Однако хонингование — процесс медленный и дорогой. Он оправдан для труб, работающих в условиях экстремальных давлений (свыше 25 МПа) и высоких скоростей движения штока.
Дорнование (burnishing) — это метод пластического деформирования, а не резания. Твердосплавный дорн проходит сквозь трубу, сглаживая вершины микронеровностей и уплотняя поверхностный слой. Этот метод быстрее хонингования в 3-4 раза и дешевле. Поверхность получается зеркальной, но без характерной сетки рисок. Дорнованные трубы отлично подходят для статических применений или систем среднего давления, где нет высоких требований к удержанию масляной пленки в динамике. Главное преимущество — повышение микротвердости поверхностного слоя, что увеличивает износостойкость. Но если исходная труба имела значительные отклонения формы, дорнование их не исправит, а лишь замаскирует.
Шлифовка внутренних поверхностей применяется реже, в основном для труб из нержавеющей стали или специальных сплавов, где требуется снятие дефектного слоя после термообработки. Шлифовка дает очень чистую поверхность, но риск перегрева металла выше, чем при хонинговании. В производстве стандартных гидравлических труб шлифовку используют как промежуточную операцию перед хонингованием для удаления крупных дефектов.
| Параметр сравнения | Хонингование | Дорнование | Шлифовка |
|---|---|---|---|
| Шероховатость (Ra) | 0,2 – 0,4 мкм (сетчатая структура) | 0,1 – 0,3 мкм (зеркальная) | 0,2 – 0,6 мкм |
| Исправление геометрии | Высокое (устраняет конусность, бочку) | Низкое (только сглаживание) | Среднее |
| Производительность | Низкая | Высокая | Средняя |
| Стоимость обработки | Высокая | Низкая | Средняя/Высокая |
| Рекомендуемое применение | Гидроцилиндры высокого давления, подвижные узлы | Статические корпуса, пневмоцилиндры, среднее давление | Спецстали, удаление дефектов термообработки |
При заказе партии важно четко указать требуемый метод обработки в техническом задании. Фраза «внутренняя поверхность должна быть гладкой» недопустима в контракте. Требуется указание конкретного параметра Ra и метода достижения. Например, для изготовления гильз цилиндров из нержавеющей стали мы рекомендуем комбинацию: глубокая расточка + хонингование алмазными брусками. Это гарантирует отсутствие коррозионных очагов в порах металла.
Контроль качества и соответствие международным стандартам
Доверие к поставщику строится на прозрачности данных испытаний. Сертификат качества (Mill Test Certificate) по стандарту EN 10204 тип 3.1 — это обязательный документ для любой серьезной поставки в Европу или Россию. В этом документе должны быть отражены не только химический состав и механические свойства, но и результаты неразрушающего контроля каждой трубы. Мы настаиваем на том, чтобы заказчик имел право запросить видеоотчет об испытаниях или присутствовать на них дистанционно. В эпоху цифровизации скрыть брак становится сложнее, но риски человеческой ошибки остаются.
Один из наших клиентов столкнулся с проблемой, когда партия труб прошла входной контроль по образцам, но в середине бухты (или пачки) оказались изделия с трещинами. Причина была в нарушении режима охлаждения при волочении. Чтобы исключить такие ситуации, на современном производстве, таком как мощности ООО Янчжоу Иньхэ Машиностроение, внедрен 100% автоматический контроль вихретоковым методом или ультразвуком. Система автоматически помечает дефектный участок, который затем вырезается. Покупатель получает только кондиционный продукт.
Важным аспектом является соответствие стандартам ГОСТ, DIN или ASTM. Для российского рынка актуальны ГОСТ 8734 (трубы холоднодеформированные) и ГОСТ 14637 (сталь углеродистая обыкновенного качества). Однако для гидравлики часто требуются более строгие нормы, близкие к DIN 2391 (St35, St45, St52). Разница между этими стандартами заключается в допусках на диаметр и овальность. Труба по ГОСТ может иметь допуск ±0,15 мм на диаметр 50 мм, тогда как прецизионная труба по DIN 2391 требует ±0,05 мм. Использование трубы с широким допуском в прецизионном узле приведет к необходимости дополнительной расточки, что удорожает изделие в 2 раза.
Химический состав стали также играет роль. Для хромированных поршневых штоков и гильз цилиндров мы используем стали с низким содержанием серы и фосфора (<0,025%), чтобы обеспечить хорошую свариваемость и вязкость. Наличие легирующих элементов (хром, молибден) повышает прокаливаемость, что важно для труб большого диаметра, подвергаемых закалке. При приемке партии обязательно требуйте спектральный анализ. Бывают случаи, когда вместо стали 45 (C45) поставляют сталь 35, что снижает твердость после термообработки на 10-15 единиц HRC. Для штока это критично — он будет быстро изнашиваться в паре с направляющей.
Логистика и экономическая эффективность закупок в Китае
Заказывая высокоточную холоднотянутую стальную трубу напрямую с завода в Китае, вы получаете ценовое преимущество порядка 20-30% по сравнению с европейскими аналогами при сопоставимом качестве. Однако логистика длинномерных грузов (до 12 метров) имеет свои особенности. Стандартные 20-футовые контейнеры вмещают трубы длиной не более 5,8-6 метров. Для поставки 12-метровых труб требуются 40-футовые Open Top контейнеры или плоские платформы (Flat Rack), что увеличивает стоимость фрахта. Тем не менее, даже с учетом дорогой доставки, итоговая цена за тонну остается конкурентной благодаря масштабу производства и низкой стоимости энергии в промышленных зонах Китая.
Срок производства (Lead Time) — еще один важный параметр. В отличие от складских позиций, прецизионные трубы изготавливаются под заказ. Цикл включает: резку заготовки → нагрев → прокатку/сверление → травление → волочение → термообработку → правку → финишную обработку → упаковку. Реалистичный срок составляет 25-35 дней. Попытки сократить этот срок до 2 недель обычно приводят к нарушению технологии термообработки. Металл не успевает остыть равномерно, возникают коробления. Мы рекомендуем планировать закупки заранее и закладывать буферное время на морскую перевозку и таможенное оформление.
Упаковка играет решающую роль в сохранности товара. Трубы с хонингованной поверхностью или хромированные штоки крайне чувствительны к влаге и механическим повреждениям. Каждая труба должна быть упакована в полиэтиленовую пленку с ингибиторами коррозии (VCI), затем уложена в деревянные ящики или на паллеты с жесткой фиксацией торцов. Торцы должны быть закрыты пластиковыми заглушками, чтобы внутрь не попала грязь и влага. В нашей практике был случай, когда из-за некачественной упаковки морская соль проникла в торец трубы и вызвала питтинговую коррозию на первых 20 см изделия еще до растаможки. Убытки от брака легли на плечи отправителя, но простой производства заказчика стоил гораздо дороже.
Минимальный объем заказа (MOQ) варьируется в зависимости от размера. Для стандартных диаметров (⌀40-⌀100 мм) завод может отгрузить от 1-2 тонн. Для非标 (нестандартных) размеров или特殊钢种 (специальных марок стали) MOQ может составлять 5-10 тонн из-за необходимости переналадки оборудования и закупки конкретной заготовки. Гибкость производителя здесь ключевой фактор. Крупные заводы часто отказываются от мелких партий, фокусируясь на потоковом производстве. Средние специализированные предприятия, такие как наше, готовы работать с индивидуальными запросами, предлагая решения для опытных образцов и мелкосерийного производства.
Часто задаваемые вопросы
Какова максимальная длина холоднотянутых труб, доступная для заказа?
Технологические возможности современного оборудования позволяют производить трубы длиной до 12 метров без стыков. Это достигается за счет использования длинномерных заготовок и специализированных станов для глубокого сверления и волочения. Однако при транспортировке морским путем существуют ограничения по длине контейнера. Если вам нужны трубы длиной более 6 метров, необходимо согласовывать тип контейнера (Open Top) и условия крепления груза. Для большинства гидравлических цилиндров длина до 6 метров является оптимальной с точки зрения логистики и стоимости.
Можно ли заказать трубы с нестандартным внутренним диаметром?
Да, производство по чертежам заказчика — наша специализация. В отличие от складской программы, где доступны только стандартные размеры, индивидуальный заказ позволяет получить трубу с любым диаметром в пределах возможностей оборудования (обычно от ⌀20 до ⌀630 мм). Важно понимать, что изготовление нестандартного размера потребует производства новой оснастки (фильер, оправок), что может увеличить срок выполнения первого заказа на 7-10 дней и повлиять на минимальный объем партии. Зато вы получите изделие, которое минимизирует механическую обработку на вашем производстве.
Какие гарантии предоставляются на хонингованные трубы?
Мы предоставляем гарантию соответствия заявленным параметрам шероховатости (Ra), прямолинейности и химического состава. Вся продукция сопровождается сертификатом качества EN 10204 3.1. В случае выявления скрытых дефектов (расслоения, трещины), которые не были обнаружены при входном контроле, мы берем на себя расходы по замене бракованной партии. Гарантия не распространяется на повреждения, возникшие вследствие неправильной транспортировки, хранения или нарушения технологии монтажа со стороны покупателя. Срок рекламации обычно составляет 30 дней с момента получения груза.
Подходит ли ваша продукция для работы в агрессивных средах?
Для агрессивных сред мы рекомендуем использовать трубы из нержавеющих сталей (марки 304, 316L) или углеродистые трубы с последующим нанесением защитных покрытий (никелирование, цинкование). Холоднотянутые трубы из нержавейки обладают высокой коррозионной стойкостью и сохраняют свои свойства при контакте с кислотами, щелочами и морской водой. Однако стоит учитывать, что обработка нержавеющей стали сложнее и дороже из-за её вязкости и склонности к налипанию на инструмент. Для таких заказов мы используем специальные смазочно-охлаждающие жидкости и инструмент из твердых сплавов.
Заключение и рекомендации по выбору партнера
Рынок металлопроката перенасыщен предложениями, но найти надежного партнера для поставок высокоточной холоднотянутой стальной трубы — задача нетривиальная. Ключ к успеху лежит не в поиске самой низкой цены за килограмм, а в оценке технологической зрелости завода. Способность контролировать процесс от плавки стали до финишной правки, наличие собственного парка глубокого сверления и честность в предоставлении данных испытаний — вот критерии, которые спасут ваш проект от простоев и рекламаций. Опыт показывает, что сотрудничество с профессионалами, такими как команда ООО Янчжоу Иньхэ Машиностроение, окупается за счет снижения процента брака на вашем производстве и увеличения срока службы конечных изделий.
Не рискуйте репутацией своего бренда ради сомнительной экономии. Запросите коммерческое предложение с указанием конкретных параметров ваших задач. Мы готовы обсудить технические детали, предложить альтернативные материалы и рассчитать оптимальную схему доставки. Качество, проверенное временем и тысячами километров пройденных штоков, стоит того, чтобы инвестировать в него сегодня.
Узнать подробнее о технических характеристиках высокоточных труб