Холоднотянутый цилиндр в 2026 году: цены, ГОСТ и выбор
Рынок металлопроката в России переживает тектонические сдвиги. Если еще пять лет назад закупка качественного сортового проката зависела от импортных поставок и волатильности валютных курсов, то к весне 2026 года ситуация кардинально изменилась. Отечественные металлургические комбинаты не просто заместили ушедших игроков, но и вывели производство на новый технологический уровень. В центре этого промышленного ренессанса находится холоднотянутый цилиндр — изделие, которое стало критически важным элементом для машиностроения, гидравлики и высокоточной автоматики. В этой статье мы разберем актуальные цены, жесткие требования нового ГОСТа 2026 года и дадим исчерпывающее руководство по выбору продукции, которая не подведет даже в условиях сибирских морозов.
Почему именно сейчас вопрос качества холоднотянутого проката стоит так остро? Ответ кроется в масштабной модернизации российского автопрома и станкостроения. Гидравлические системы новых экскаваторов, штоки амортизаторов для железнодорожного транспорта и прецизионные валы для робототехники требуют поверхности с микронной точностью и внутренней структурой металла, усиленной холодной деформацией. Ошибка в выборе материала сегодня стоит не просто простоя оборудования, а миллионов рублей убытков. Давайте погрузимся в детали.
Технологический прорыв: что изменилось в производстве к 2026 году
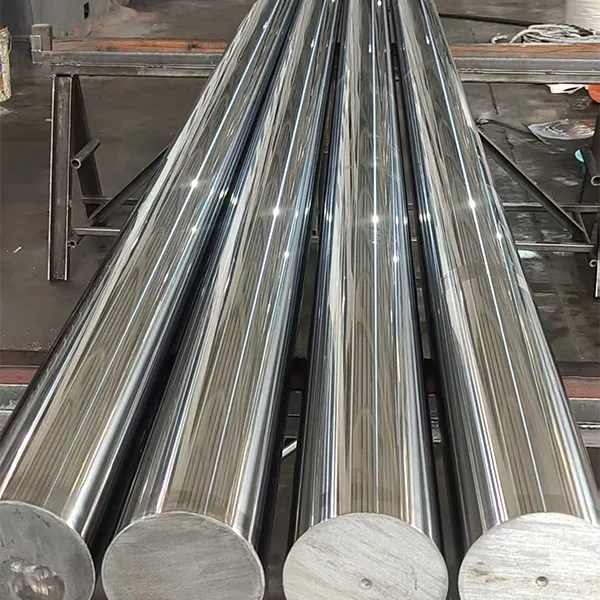
Термин «холоднотянутый цилиндр» часто вызывает путаницу у непрофессионалов. Строго говоря, речь идет о калиброванных стальных прутках круглого сечения, полученных методом холодного волочения через фильеры. Этот процесс, в отличие от горячей прокатки, происходит при комнатной температуре, что приводит к наклепу металла — упрочнению его поверхностного слоя и изменению кристаллической решетки.
В 2026 году российские заводы внедрили гибридные линии волочения, сочетающие классическую механическую протяжку с ультразвуковой обработкой зоны деформации. Это позволило снизить коэффициент трения до минимума и добиться шероховатости поверхности Ra 0.4–0.8 мкм без последующего шлифования для многих классов точности. Раньше такие показатели были доступны только для немецкого или японского импорта премиум-класса.
Ключевое отличие 2026 года: Внедрение адаптивных систем контроля диаметра в реальном времени. Лазерные микрометры, установленные каждые 5 метров производственной линии, автоматически корректируют натяжение волок, исключая брак по овальности. Погрешность диаметра теперь составляет не более ±0.02 мм для ходовых размеров до 50 мм.
Еще одним важным нововведением стало использование экологически чистых смазочно-охлаждающих технологий (СОЖ) на биологической основе. Это не просто дань «зеленой» повестке. Новые СОЖ лучше отводят тепло, предотвращают пригар металла к инструменту и, что критически важно, не оставляют липких следов, требующих агрессивной химической очистки перед дальнейшей обработкой детали.
Микроструктура и механические свойства
Холодная деформация меняет саму суть металла. Если горячекатаный прокат имеет равноосную структуру зерен, то после волочения зерна вытягиваются вдоль оси прутка. Это создает анизотропию свойств: прочность вдоль оси возрастает на 20–30%, но пластичность поперек направления волокон может снижаться. Инженерам необходимо учитывать этот фактор при проектировании узлов, работающих на сложные виды нагружения.
Современные марки сталей, используемые в 2026 году для холоднотянутых цилиндров, прошли глубокую вакуумную дегазацию. Содержание серы и фосфора сведено к минимуму (менее 0.015%), что резко повышает усталостную прочность. Для гидравлических штоков это означает способность выдерживать миллионы циклов возвратно-поступательного движения без образования микротрещин.
| Параметр | Горячекатаный прокат (Стандарт 2020) | Холоднотянутый цилиндр (РФ, 2026) | Прирост эффективности |
|---|---|---|---|
| Шероховатость поверхности (Ra) | 12.5 – 25 мкм | 0.4 – 1.6 мкм | Уменьшение трения на 85% |
| Точность диаметра (h9/h11) | ±0.1 – 0.3 мм | ±0.02 – 0.05 мм | Исключение финишной обработки |
| Предел текучести (для стали 45) | 355 МПа | 480 – 520 МПа | Рост прочности на 35% |
| Овальность сечения | До 4% от диаметра | Менее 0.5% от диаметра | Идеальная геометрия для уплотнений |
Новый ГОСТ и нормативная база: на что опираться при закупке
Нормативное регулирование в сфере металлопроката в России всегда было сложным лабиринтом. К началу 2026 года вступил в силу обновленный свод правил, гармонизированный с требованиями ЕАЭС, но учитывающий специфику отечественного сырья. Основным документом остается ГОСТ 7417, однако он получил важные дополнения в части требований к прямолинейности и остаточным напряжениям.
Особое внимание теперь уделяется маркировке и прослеживаемости. Каждая партия холоднотянутых цилиндров должна сопровождаться цифровым паспортом качества. Сканируя QR-код на бирке, инженер получает доступ к протоколам испытаний конкретной плавки, данным о режиме термообработки и результатам ультразвукового контроля. Это полностью исключает возможность подмены марок стали или продажи пересортицы, что было распространенной проблемой в теневом секторе рынка в предыдущие годы.
Ключевые изменения в стандартах 2026 года
- Классы точности: Введен новый сверхточный класс «А-плюс», предполагающий допуск по диаметру h8 для всех размеров до 100 мм. Ранее такой точности можно было добиться только полированием.
- Контроль остаточных напряжений: Обязательным стал тест на рентгеновскую дифракцию для партий, предназначенных для работы в условиях циклических нагрузок. Превышение порога остаточных напряжений ведет к риску коробления детали при механической обработке.
- Упаковка и консервация: Ужесточены требования к антикоррозийной защите. Использование битумных смазок запрещено для продукции высшего сорта. Теперь применяются только ингибиторы коррозии на водной основе, которые легко смываются и не вредят экологии.
Важно отметить, что новый ГОСТ также регламентирует методы входного контроля на предприятиях-потребителях. Если раньше достаточно было проверить диаметр штангенциркулем, то теперь для приемки ответственных партий требуется использование профилометров и твердомеров. Отказ от соблюдения этих процедур может стать основанием для расторжения контракта в случае выявления скрытых дефектов.
Ценовая конъюнктура рынка РФ: анализ весны 2026 года
Ситуация с ценообразованием на холоднокатаный и холоднотянутый прокат в 2026 году стабилизировалась после шоков переходного периода. Однако цены остаются чувствительными к нескольким факторам: стоимости электроэнергии (энергоемкость процесса волочения высока), цене на стальную заготовку (катанку) и логистическим плечам.
По состоянию на апрель 2026 года, средняя цена на холоднотянутый цилиндр из конструкционной углеродистой стали (марки 10, 20, 45) варьируется в диапазоне 145 000 – 185 000 рублей за тонну. Для легированных сталей (40Х, 38Х2МЮА), используемых в азотируемых деталях, цена стартует от 210 000 рублей за тонну. Нержавеющие калиброванные прутки (12Х18Н10Т) обходятся покупателям в 350 000 – 420 000 рублей за тонну в зависимости от диаметра и объема партии.
Аналитическая справка: Рост цен на 12% по сравнению с концом 2025 года обусловлен исключительно инфляционными процессами и удорожанием логистики на Дальнем Востоке. В центральных регионах России цены остались практически неизменными благодаря запуску новых производственных мощностей в Тульской и Липецкой областях.
Интересная тенденция наблюдается в сегменте малых партий. Маркетплейсы промышленного назначения (такие как специализированные разделы на крупных площадках) предлагают продукцию в формате «от 1 прутка». Конечно, цена за килограмм в таком формате вырастает в 2–2.5 раза, но это позволяет малым инновационным предприятиям и опытным конструкторским бюро получать качественный материал без необходимости закупать целые бухты или поддоны.
Факторы, влияющие на итоговую стоимость
При формировании бюджета проекта важно учитывать не только базовый тариф за тонну. Итоговая смета складывается из множества составляющих:
- Диаметр изделия: Чем меньше диаметр, тем выше стоимость передела. Волочение тонкой проволоки или прутка диаметром менее 5 мм требует большего количества переходов и более частой замены дорогостоящих фильер.
- Длина мерных отрезков: Стандартная длина — 3 или 6 метров. Заказ нестандартной длины (например, 2.5 метра для минимизации отходов) может повлечь наценку до 15% из-за усложнения технологии резки и упаковки.
- Дополнительная обработка: Многие поставщики предлагают услугу предварительного хромирования или нанесения тефлонового покрытия. Это увеличивает стоимость на 30–50%, но часто оказывается выгоднее, чем организовывать гальванику собственными силами.
- Сертификация: Наличие расширенного пакета документов (включая зарубежные аналоги сертификатов для экспортной продукции) добавляет к стоимости около 5%.
| Марка стали | Диаметр (мм) | Цена за тонну (руб., с НДС) | Минимальная партия | Срок поставки (Центр РФ) |
|---|---|---|---|---|
| Ст. 20 (углеродистая) | 10 – 40 | 148 000 | 500 кг | 3–5 дней |
| Ст. 45 (углеродистая) | 15 – 60 | 155 000 | 1 тонна | 2–4 дня |
| 40Х (легированная) | 20 – 80 | 215 000 | 500 кг | 5–7 дней |
| 12Х18Н10Т (нержавеющая) | 5 – 50 | 365 000 | 200 кг | 7–10 дней |
| 38Х2МЮА (азотируемая) | 30 – 100 | 240 000 | 1 тонна | 10–14 дней |
Выбор материала для экстремальных условий России
Россия — страна контрастов, где техника должна работать и в жару Краснодарского края, и в вечной мерзлоте Якутии. Выбор холоднотянутого цилиндра для таких условий требует глубокого понимания физики низких температур. Холодная деформация, повышая прочность, одновременно снижает ударную вязкость. Это главный риск, который необходимо нивелировать правильным подбором марки стали и режимов последующей термообработки.
Проблема хладноломкости и пути её решения
Для регионов с температурой ниже -40°C использование обычной стали Ст3 или Ст20 в холоднодеформированном состоянии без специальной подготовки категорически не рекомендуется. Риск хрупкого разрушения возрастает многократно. Инженеры рекомендуют применять низколегированные стали с добавлением никеля (марки 09Г2С, 10Г2ФБЮ) или проводить обязательный отпуск после волочения.
Современные российские металлурги освоили технологию «контролируемого волочения с промежуточным отжигом». Суть метода заключается в том, что процесс деформации разбивается на несколько этапов, между которыми заготовка подвергается мягкому отжигу. Это снимает внутренние напряжения, восстанавливает пластичность, но сохраняет высокую точность геометрии и твердость поверхности. Такие прутки идеально подходят для изготовления гидроцилиндров северного исполнения.
Коррозионная стойкость в условиях влажности и реагентов
Зимняя эксплуатация техники в крупных городах сопряжена с воздействием агрессивных противогололедных реагентов. Обычный черный металл, даже с качественным хромовым покрытием, уязвим в местах микроскопических царапин. Здесь на первый план выходят холоднотянутые прутки из нержавеющих сталей ферритного и аустенитного классов.
В 2026 году наблюдается рост спроса на дуплексные нержавеющие стали (типа 08Х22Н6Т), которые сочетают высокую прочность (благодаря двухфазной структуре) и отличную коррозионную стойкость. Холодное волочение таких сталей — процесс сложный из-за их высокого сопротивления деформации, но результат того стоит: ресурс деталей в агрессивных средах увеличивается в 3–4 раза по сравнению с углеродистыми аналогами.
Практическое руководство: как выбрать и не ошибиться
Рынок предлагает множество вариантов, и неискушенному закупщику легко запутаться. Чтобы выбрать действительно качественный холоднотянутый цилиндр, следуйте алгоритму, проверенному ведущими конструкторскими бюро страны.
Шаг 1: Определение функционала
Четко сформулируйте задачу. Будет ли деталь работать на износ (требуется высокая твердость)? Подвержена ли она ударным нагрузкам (нужна вязкость)? Работает ли в паре с уплотнениями высокого давления (требуется идеальная геометрия)? Ответы на эти вопросы сузят круг подходящих марок стали.
Шаг 2: Проверка поставщика
Не стесняйтесь запрашивать референс-лист. Крупные заводы-производители, работающие по новому ГОСТу, всегда готовы предоставить контакты клиентов, использующих их продукцию в аналогичных условиях. Обратите внимание на наличие собственной лаборатории входного и выходного контроля. Если поставщик не может показать протокол спектрального анализа — бегите от него.
Ярким примером компании, соответствующей этим высоким стандартам, является ООО «Янчжоу Иньхэ Машиностроение». Работая на рынке с 2006 года, предприятие зарекомендовало себя как профессиональный производитель высокоточных труб и штоков для гидроцилиндров. Их производственная линейка охватывает весь спектр необходимых решений: от холоднотянутых и хонингованных труб до дорнованных и глубокосверленых изделий, включая гильзы из нержавеющей стали и хромированные поршневые штоки различных модификаций.
Что особенно важно в контексте требований 2026 года, «Янчжоу Иньхэ» использует передовое оборудование, позволяющее достигать параметров, ранее считавшихся недостижимыми для массового производства. Станки глубокого сверления диаметром до ⌀630 мм и 13-валковые правочные машины обеспечивают прямолинейность не более 0,5 мм/м, что критически важно для длинномерных элементов гидравлики. Благодаря полному циклу производства и строгому контролю качества, компания способна обрабатывать трубы длиной до 12 метров, предлагая индивидуальный подход к требованиям клиентов в сфере машиностроения и гидравлики.
Шаг 3: Визуальный и инструментальный контроль
Даже при наличии сертификата проведите выборочную проверку:
- Поверхность: Не должно быть рисок, трещин, окалины или следов ржавчины. Допускаются лишь единичные мелкие риски глубиной не более половины допуска на диаметр.
- Геометрия: Проверьте овальность. Измерьте диаметр в двух взаимно перпендикулярных сечениях. Разница не должна превышать значений, указанных в заказе (обычно половина поля допуска).
- Прямолинейность: Положите пруток на ровную плиту. Зазор между прутком и плитой не должен превышать 1–2 мм на метр длины для обычных классов точности.
Совет эксперта: При заказе больших партий обязательно требуйте образец для пробной обработки. Токарная обработка холоднотянутого прутка должна идти «как по маслу», стружка должна быть ломкой (для углеродистых сталей) или сливной, но равномерной. Если резец начинает «рычать», а поверхность получается рваной — металл либо передеформирован, либо имеет неправильную структуру.
Логистика и хранение: особенности российского контекста
Купить качественный металл — полдела. Его нужно доставить и сохранить. В условиях российской зимы транспортировка открытым способом недопустима для холоднотянутого проката высших классов точности. Перепады температур вызывают конденсацию влаги внутри упаковки, что мгновенно приводит к появлению «россыпи» — точечной коррозии, которая губит чистоту поверхности.
Современные стандарты логистики 2026 года предписывают использование герметичной термоусадочной упаковки с силикагелевыми вкладышами. При приемке товара на складе обязательно проверяйте целостность упаковки. Если пленка порвана или есть следы влаги внутри — акт рекламации должен быть составлен немедленно.
Хранить холоднотянутые цилиндры следует в отапливаемых складах с контролируемой влажностью (не более 60%). Если такой возможности нет, прутки должны быть законсервированы усиленным составом и укрыты брезентом с организацией продуха для вентиляции. Укладка непосредственно на бетонный пол запрещена — необходимы деревянные или полимерные прокладки высотой не менее 150 мм.
Заключение: взгляд в будущее отрасли
2026 год стал переломным для российского рынка холоднотянутого проката. Мы стали свидетелями перехода от простой имитации импорта к созданию собственных технологических цепочек мирового уровня. Холоднотянутый цилиндр перестал быть просто полуфабрикатом; он превратился в высокотехнологичный продукт, от характеристик которого зависит надежность всей машины.
Для инженеров и закупщиков это означает расширение возможностей. Теперь можно проектировать узлы с меньшими запасами прочности (так как качество металла стабильно выше), уменьшать габариты механизмов и увеличивать межремонтные интервалы. Главное — не экономить на качестве исходного материала и строго следовать рекомендациям нового ГОСТа. В долгосрочной перспективе покупка дорогого, но качественного прутка обходится в разы дешевле, чем ремонт сломавшегося оборудования или простой производственной линии.
Рынок продолжит расти, и конкуренция между производителями будет смещаться в плоскость сервиса, скорости поставки и глубины технической поддержки. Тот, кто сможет предложить не просто металл, а готовое инженерное решение, займет лидирующие позиции в новой реальности российской промышленности.
Часто задаваемые вопросы (FAQ)
В чем главное отличие холоднотянутого цилиндра от горячекатаного?
Основное отличие заключается в методе производства и конечных свойствах. Холоднотянутый цилиндр изготавливается при комнатной температуре путем протягивания заготовки через фильеру. Это обеспечивает высочайшую точность размеров (допуск h9-h11), идеальную гладкость поверхности (Ra 0.4-1.6) и повышенную прочность за счет наклепа. Горячекатаный прокат дешевле, но имеет грубую поверхность, большие допуски и требует дополнительной механической обработки для использования в точных узлах.
Можно ли использовать холоднотянутый пруток для сварных конструкций?
Использовать холоднотянутый металл для сварки можно, но с осторожностью. Из-за наклепа в зоне термического влияния (ЗТВ) могут возникать высокие остаточные напряжения и микротрещины. Рекомендуется перед сваркой провести отжиг заготовки для снятия напряжений или выбирать специальные сварочные режимы с предварительным подогревом. Для ответственных сварных узлов чаще используют горячекатаный аналог той же марки стали.
Какова актуальная цена на холоднотянутый цилиндр в 2026 году?
По состоянию на весну 2026 года, цены на углеродистые холоднотянутые прутки (ст. 20, 45) варьируются от 145 000 до 185 000 рублей за тонну в зависимости от диаметра и объема партии. Легированные и нержавеющие стали стоят значительно дороже — от 210 000 до 420 000 рублей за тонну. Цены указаны с учетом НДС и могут меняться в зависимости от региона доставки и условий контракта.
Как хранить холоднотянутый металл зимой на улице?
Хранение холоднотянутого проката высших классов точности на открытом воздухе зимой крайне нежелательно из-за риска образования конденсата и коррозии при перепадах температур. Если иного выхода нет, материал должен быть в герметичной влагозащитной упаковке с силикагелем, уложен на деревянные поддоны (не на землю) и накрыт вентилируемым тентом. Лучший вариант — отапливаемый склад с влажностью до 60%.