Высокоточная холоднотянутая стальная труба основной покупатель
2026-05-30
- Кто на самом деле покупает высокоточную холоднотянутую трубу и почему
- Технические параметры, определяющие выбор поставщика
- Скрытые риски закупки у непроверенных поставщиков
- Полный цикл производства как гарантия стабильности
- Сертификация и соответствие международным стандартам
- Логистика и условия поставки: на что смотреть в контракте
- Как сделать правильный выбор и минимизировать риски
Кто на самом деле покупает высокоточную холоднотянутую трубу и почему
Основной покупатель высокоточной холоднотянутой стальной трубы — это не просто металлобаза, а инженерно-производственное предприятие, где стоимость простоя гидравлического пресса или буровой установки превышает цену самой заготовки в сотни раз. В нашей практике мы видим четкое разделение: мелкие мастерские покупают «металл по весу», тогда как серьезные интеграторы гидравлики и производители спецтехники приобретают гарантию отсутствия брака при механической обработке. Если вы ищете поставщика только по цене за тонну, эта статья может вас разочаровать, так как мы говорим о допусках, прямолинейности и микроструктуре стали, которые напрямую влияют на ресурс вашего конечного изделия.
Рынок изменился. Еще пять лет назад закупщики часто соглашались на горячекатаный прокат с последующей грубой расточкой, надеясь сэкономить. Сегодня, когда требования к давлению в гидросистемах выросли до 35–40 МПа, а экологические стандарты ужесточили контроль за утечками масел, такой подход стал экономически самоубийственным. Покупатель, который понимает физику процесса, выбирает холодную деформацию, потому что она дает на 20–30% более высокую прочность поверхности по сравнению с горячим аналогом при том же химическом составе.
Технические параметры, определяющие выбор поставщика
При выборе высокоточной холоднотянутой стальной трубы профессиональный покупатель смотрит не на общую длину партии, а на три критических параметра, которые часто игнорируются в коммерческих предложениях низкого ценового сегмента. Первый и самый важный — это допуск по внутреннему диаметру (ID). Для качественной хонинговки под уплотнения типа U-cup или манжеты ГОСТ/ISO допуск должен составлять H8 или H9. Если труба имеет разброс более 0,1 мм на метр длины, хонинговальный камень будет «гулять», снимая неравномерный слой металла, что приведет к эллипсу и мгновенному выходу уплотнения из строя.
Второй параметр — прямолинейность. В нашей работе с гидроцилиндрами для строительной техники мы сталкивались с ситуацией, когда партия труб имела идеальный внутренний диаметр, но скрытую серповидность. При сборке штока такая труба создавала неравномерное давление на поршень, вызывая локальный перегрев и задиры. Требование к прямолинейности для прецизионных применений должно быть не хуже 0,5 мм на 1 метр длины. Достичь такого показателя без специализированного оборудования, такого как 13-валковые правильные машины, используемые на производстве ООО Янчжоу Иньхэ Машиностроение, практически невозможно в кустарных условиях.
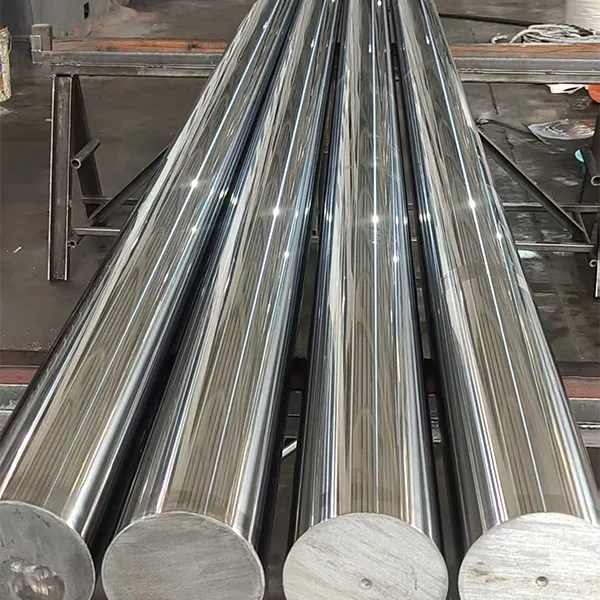
Третий аспект — состояние внутренней поверхности сразу после волочения. Хорошая холоднотянутая труба не должна иметь глубоких рисок или окалины, требующих агрессивного травления. Шероховатость Ra должна находиться в пределах 0,4–0,8 мкм еще до начала чистовой обработки. Это снижает время цикла хонингования на 40%, что в массовом производстве означает прямую экономию электроэнергии и ресурса дорогостоящего абразивного инструмента. Покупатель, считающий полную стоимость владения (TCO), всегда выберет трубу с лучшей предподготовкой, даже если её цена за килограмм выше на 10–15%.
Скрытые риски закупки у непроверенных поставщиков
Один из наших клиентов, производитель подъемников в Восточной Европе, рассказал нам историю, которая стоила ему контракта с крупным сетевым ритейлером. Они закупили партию труб у нового поставщика, предложившего цену на 12% ниже рынка. На первый взгляд, сертификаты были в порядке, геометрия сходится. Однако при нарезке резьбы под гайку крепления поршня труба лопнула вдоль оси. Лабораторный анализ показал наличие остаточных напряжений, которые не были сняты из-за нарушения режима термообработки после холодного волочения.
Этот случай иллюстрирует главную проблему рынка: отсутствие сквозного контроля технологического процесса. Холодное деформирование упрочняет сталь, но делает её хрупкой. Без правильного отпуска (tempering) такая труба превращается в бомбу замедленного действия. Недобросовестные производители часто пропускают этот этап или сокращают время выдержки в печи, чтобы увеличить оборот. Для покупателя это означает риск рекламаций через 6–12 месяцев эксплуатации, когда гарантия на металл уже истекла, а претензии по качеству готового изделия предъявляются именно вам.
Еще одна распространенная ловушка — несоответствие марки стали заявленной в спецификации. Вместо легированной стали 42CrMo4 (аналог 40ХМ), обеспечивающей высокую ударную вязкость, поставщик может отгрузить обычную конструкционную сталь Ст45. Внешне их не отличить, спектральным анализом на месте это делается редко. Разница проявляется только под нагрузкой: при динамических ударах, характерных для экскаваторов или пресс-ножниц, обычная углеродистая сталь теряет пластичность. Мы рекомендуем всегда требовать протокол испытаний на ударную вязкость при отрицательных температурах, если ваша техника будет работать в климатических зонах с холодными зимами.
Полный цикл производства как гарантия стабильности
Надежный поставщик должен обладать возможностями полного цикла, чтобы контролировать каждый этап трансформации заготовки в готовое изделие. Компания ООО Янчжоу Иньхэ Машиностроение, работающая на рынке с 2006 года, демонстрирует именно такой подход. Наличие собственного парка станков глубокого сверления диаметром до ⌀630 мм позволяет получать бесшовные заготовки с идеальной соосностью, что является фундаментом для последующего волочения. Это исключает ситуацию, когда тонкие стенки трубы получаются эксцентричными из-за плохой исходной заготовки.
Ключевым преимуществом вертикально интегрированного производства является возможность обработки труб длиной до 12 метров. Большинство европейских дистрибьюторов ограничены складскими стандартами в 6 метров, что вынуждает заказчиков сваривать стыки при изготовлении длинномерных цилиндров. Сварной шов — это всегда зона ослабления и потенциальной коррозии. Возможность поставить цельнотянутую трубу на всю длину ствола цилиндра устраняет эту слабость конструкции. Кроме того, собственные обрабатывающие центры с ЧПУ позволяют выполнять финишную механическую обработку под конкретные чертежи клиента, превращая полуфабрикат в готовый компонент.
Строгий контроль качества на каждом этапе — от входного сырья до отгрузки — это не просто слова в брошюре, а необходимость. Использование современного оборудования для правки с прямолинейностью ≤0,5 мм/м гарантирует, что труба придет к заказчику идеально прямой. Это критически важно для автоматизированных линий сборки, где робот-манипулятор не сможет вставить кривую трубу в корпус цилиндра. Индивидуальный подход к требованиям клиента в гидравлике и машиностроении подразумевает не только подбор марки стали, но и адаптацию технологии под специфические нагрузки будущего узла.
| Параметр сравнения | Горячекатаная труба (с расточкой) | Высокоточная холоднотянутая труба |
|---|---|---|
| Допуск внутреннего диаметра | ±0,2 – 0,5 мм (требует глубокого хонингования) | ±0,05 – 0,1 мм (минимальное снятие металла) |
| Прямолинейность | Низкая, зависит от навыков оператора станка | Высокая, ≤0,5 мм/м (гарантирована технологией) |
| Прочность поверхности | Стандартная, зависит от марки стали | На 20-30% выше за счет наклепа при волочении |
| Шероховатость (Ra) | 3,2 – 6,3 мкм (грубая поверхность) | 0,4 – 0,8 мкм (готовность к чистовой отделке) |
| Экономия материала | Низкая (большой припуск на обработку) | Высокая (минимальный припуск, меньше отходов) |
| Применимость для высоких давлений | Ограничена (риск микропор и дефектов) | Оптимальна (плотная структура металла) |
Сертификация и соответствие международным стандартам
Для выхода на международные рынки или работы с государственными заказами наличие сертификатов является обязательным фильтром при выборе поставщика. Профессиональный покупатель никогда не примет партию без документа EN 10305-1 (для бесшовных и сварных точных труб) или ASTM A519. Эти стандарты регламентируют не только химический состав, но и методы неразрушающего контроля. Например, стандарт требует проведения ультразвукового контроля (UT) для выявления внутренних расслоений, которые могут привести к внезапному разрушению под давлением.
Важно понимать разницу между сертификатом завода (Mill Certificate) и сертификатом третьей стороны. Заводской сертификат 3.1 подтверждает, что продукция соответствует заказу, но его выдает сам производитель. Для особо ответственных проектов, таких как нефтегазовое оборудование или атомная энергетика, требуется независимая инспекция по стандартам TUV, BV или SGS. Мы рекомендуем включать в контракт пункт о праве выборочной независимой экспертизы перед отгрузкой. Это дисциплинирует поставщика и дает вам реальное доказательство качества перед вашим клиентом.
Также стоит обращать внимание на соответствие экологическим нормам, особенно если вы работаете в ЕС. Процесс холодного волочения требует использования смазочно-охлаждающих жидкостей (СОЖ). Ответственные производители, такие как упомянутые выше специалисты по гидравлическим компонентам, внедряют системы замкнутого цикла очистки СОЖ, минимизируя вредные выбросы. Это становится важным фактором при аудите цепочки поставок крупными международными корпорациями, стремящимися снизить свой углеродный след.
Логистика и условия поставки: на что смотреть в контракте
Даже идеальная труба может быть испорчена при неправильной транспортировке. Основной враг прецизионного проката — влага и механические повреждения при погрузке. В условиях морской перевозки контейнером риск конденсации («контейнерный дождь») крайне высок. Надежный поставщик обязательно использует вакуумную упаковку каждой трубы или паллеты с силикагелевыми осушителями. Если вы видите в спецификации просто «масляная консервация», знайте: этого недостаточно для длительной морской логистики во влажном климате.
Условия оплаты иIncoterms также играют роль в формировании итоговой цены. Работа по предоплате 100% несет высокие риски для покупателя. Оптимальной схемой является аккредитив или оплата части суммы против копии коносамента. Что касается базиса поставки, то для крупных партий выгоднее работать на условиях FOB (Free on Board), контролируя фрахт самостоятельно. Однако для небольших партий сложного профиля часто удобнее схема DAP (Delivered at Place), когда поставщик берет на себя все таможенные и логистические сложности до вашего склада.
Сроки изготовления — еще один критический момент. Производство высокоточной трубы — это не штамповка, процесс волочения и термообработки занимает время. Реалистичный срок для партии нестандартных размеров составляет 4–6 недель. Обещания «отгрузка за 3 дня» для эксклюзивных профилей должны насторожить: скорее всего, вам предлагают складской остаток неизвестного происхождения или перемаркированный брак. Планируйте закупки заранее, учитывая производственный цикл, чтобы избежать простоев вашей сборочной линии.
Как сделать правильный выбор и минимизировать риски
Подводя итог, можно сказать, что основной покупатель высокоточной холоднотянутой стальной трубы — это стратег, думающий на перспективу. Экономия на этапе закупки полуфабриката почти всегда приводит к кратному увеличению затрат на этапе эксплуатации и ремонта. Выбор поставщика должен базироваться на проверке его технических возможностей, наличии референсов в вашей отрасли и прозрачности процессов контроля качества.
Не бойтесь задавать неудобные вопросы. Спросите о режиме термообработки, попросите показать фото производственной линии, уточните методы упаковки. Настоящий профессионал, будь то инженеры ООО Янчжоу Иньхэ Машиностроение или любой другой авторитетный завод, с гордостью продемонстрирует свои станки глубокого сверления и участки хонингования. Он поймет вашу озабоченность качеством, потому что сам ежедневно решает те же технические задачи.
Если вы столкнулись с задачей подбора труб для ответственного гидравлического узла или нуждаетесь в комплексном решении по обработке штоков и гильз, не полагайтесь на удачу. Свяжитесь с нами сегодня для консультации по вашему проекту. Мы поможем подобрать оптимальную марку стали, рассчитать допуски и организовать поставку, которая обеспечит бесперебойную работу вашего производства на годы вперед. Правильный выбор высокоточной холоднотянутой стальной трубы сегодня — это надежность вашей техники завтра.