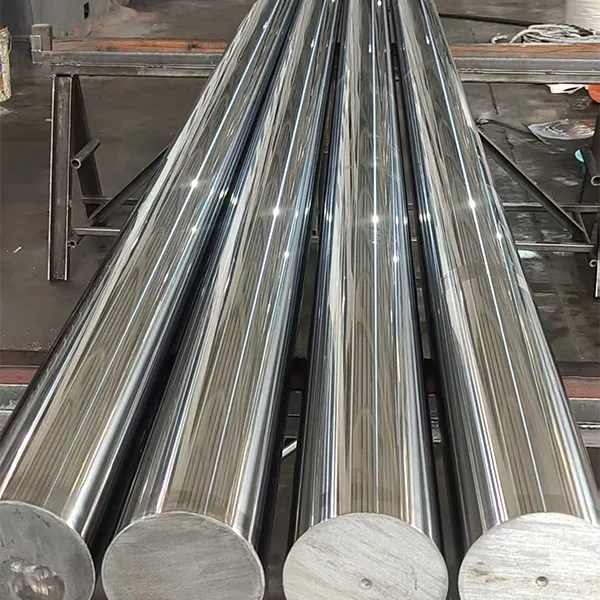
Дешево отожженная холоднотянутая стальная труба
2026-05-27
- Почему «дешевая» отожженная труба часто обходится дороже
- Технология полного отжига: критерии качества для гидравлики
- Геометрическая точность: роль 13-валковой правки
- Сравнение методов обработки: холодная тяга vs горячее деформирование
- Стандарты и сертификация: на что смотреть в документах
- Экономическая эффективность: считаем полную стоимость владения
- Часто задаваемые вопросы
- Итоговые рекомендации по выбору поставщика
Почему «дешевая» отожженная труба часто обходится дороже
Запрос на высокоточную холоднотянутую стальную трубу по низкой цене — это классическая ловушка для закупщиков в гидравлической отрасли. Мы видели, как компании экономили 15% на стоимости метра трубы, а затем теряли до 40% бюджета на внеплановые простои оборудования из-за разгерметизации уплотнений. Проблема не в цене металла, а в технологии термообработки и последующей правки. Если отжиг проведен с нарушением температурного режима или без защитной атмосферы, на поверхности образуется окалина, которую невозможно удалить механически без повреждения геометрии. Такая труба убивает манжеты гидроцилиндра за несколько тысяч циклов.
В нашей практике один из клиентов столкнулся с ситуацией, когда партия труб прошла входной контроль по диаметру, но после хонингования выявилась скрытая овальность. Причина крылась в неравномерном охлаждении при отжиге у поставщика. Это привело к браку 200 готовых цилиндров. Поэтому, выбирая поставщика, смотрите не на прайс-лист, а на сертификаты на отжиг и отчеты о прямолинейности. Дешевая труба без гарантии микроструктуры стали — это риск, который в промышленном масштабе становится неподъемным.
Технология полного отжига: критерии качества для гидравлики
Для производства надежных гидроцилиндров используется именно полный отжиг (full annealing), а не нормализация. Этот процесс нагревает сталь выше критической точки Ac3 с последующим медленным охлаждением вместе с печью. Результат — получение равновесной феррито-перлитной структуры с минимальной твердостью (обычно HB 140–160). Именно такая мягкость позволяет проводить глубокое сверление или дорнование без образования трещин и обеспечивает идеальную адгезию хромого покрытия на штоках.
Ключевой параметр, который отличает профессиональную высокоточную холоднотянутую стальную трубу от кустарной продукции — это контроль атмосферы в печи. При нагреве выше 800°C сталь активно реагирует с кислородом. Если печь не герметична или не используется защитный газ (азот, водород или диссоциированный аммиак), поверхность трубы обезуглероживается. Слой с низким содержанием углерода имеет другие механические свойства, что ведет к отслаиванию хрома при эксплуатации под высоким давлением. Мы требуем от своих линий отжига поддержания точки росы ниже -40°C, чтобы исключить любые окислительные процессы.
Еще один нюанс, о котором редко пишут в каталогах — это зернистость металла после отжига. Крупное зерно, полученное из-за перегрева или слишком долгой выдержки, приводит к эффекту «апельсиновой корки» при последующей вытяжке. Для гидравлических систем класса ISO 4413 это недопустимо, так как микронеровности становятся очагами кавитации и коррозии. Наша технология подразумевает многоступенчатый контроль температуры с шагом в 5°C, что гарантирует однородность структуры по всей длине бухты или мерной длины.
Проверьте сертификат качества вашей текущей партии: там должна быть указана не только марка стали, но и режим термообработки. Если графа «термообработка» пуста или стоит штамп «горячекатаная», такая труба не подходит для прецизионной обработки. Запросите у поставщика образец для металлографического анализа — это стандартная практика для серьезных закупок.
Геометрическая точность: роль 13-валковой правки
Даже идеально отожженная труба бесполезна, если она имеет остаточную кривизну. После волочения металл накапливает внутренние напряжения, которые стремятся вернуть трубу в искривленное состояние. Традиционные роликовые правильные станки с 5 или 7 валками часто не справляются с устранением спиральной деформации, особенно на тонкостенных трубах большого диаметра. Здесь вступает в работу технология многовалковой правки.
Наше производство оснащено 13-валковыми машинами, которые обеспечивают прямолинейность ≤0,5 мм на погонный метр. Это не просто маркетинговая цифра. Для автоматических линий сборки гидроцилиндров, где труба подается манипулятором, отклонение даже в 1 мм/м приводит к заклиниванию поршня или перекосу сальниковой группы. В компании ООО Янчжоу Иньхэ Машиностроение мы внедрили этот стандарт еще в 2006 году, понимая, что современная гидравлика не прощает геометрии «на глаз». Оборудование позволяет обрабатывать трубы длиной до 12 метров за один проход, сохраняя соосность по всей длине.
Существует распространенное заблуждение, что кривизну можно исправить при монтаже цилиндра, используя фланцевые соединения. На практике это создает предварительное напряжение в корпусе цилиндра. Под давлением в 250–300 бар эти напряжения суммируются с рабочими нагрузками, приводя к усталостному разрушению материала в зонах концентрации напряжений. Мы фиксировали случаи разрыва корпусов именно в местах, где труба была принудительно выпрямлена при сборке.
При приемке партии обязательно проверяйте трубу методом «катания по плите». Положите отрезок трубы на ровную поверхность и попробуйте провернуть его. Если есть зазор более 0,5 мм на метр длины или труба качается как коромысло — это брак. Также обратите внимание на концевые эффекты: часто середина трубы прямая, а концы имеют крюк из-за неправильной настройки входной группы правильного стана. Качественная высокоточная холоднотянутая стальная труба должна быть прямой от торца до торца.
Сравнение методов обработки: холодная тяга vs горячее деформирование
Выбор между холоднодеформированными и горячедеформированными трубами определяет не только цену, но и судьбу всего гидравлического узла. Многие закупщики пытаются сэкономить, покупая горячекатаные трубы под расточку, не учитывая затраты на последующую механическую обработку и процент брака.
| Параметр сравнения | Холоднотянутая отожженная труба | Горячедеформированная труба (под расточку) |
|---|---|---|
| Допуск по внутреннему диаметру | H8 / H9 (±0,02–0,05 мм) | H11 / H12 (±0,15–0,30 мм) |
| Шероховатость поверхности (Ra) | 0,4–0,8 мкм (после волочения) | 6,3–12,5 мкм (требует глубокого сверления) |
| Остаточные напряжения | Сняты полным отжигом | Высокие, требуют нормализации |
| Затраты на механообработку | Минимальные (только хонингование) | Высокие (снятие до 3-5 мм металла) |
| Применимость для высоких давлений | До 400 бар и выше | Ограничено качеством исходной заготовки |
Холодная тяга позволяет получить трубу с толщиной стенки, близкой к расчетной, без необходимости снимать лишние миллиметры металла на станках. Это экономит до 30% веса заготовки на единицу продукции. Однако главное преимущество — это сохранение целостности волокон металла вдоль оси трубы. При глубоком сверлении горячей заготовки нарушается направление волокон, что снижает усталостную прочность. Для мобильной гидравлики (экскаваторы, краны), работающей в условиях вибрации, это критический фактор.
Единственный недостаток холодной тяги — ограничение по диаметру и толщине стенки. Невозможно сделать трубу ⌀600 мм с толщиной стенки 10 мм методом волочения без промежуточных отжигов, что удорожает процесс. Но для диапазона ⌀20–⌀200 мм, который составляет 80% рынка гидроцилиндров, холоднотянутая труба является безальтернативным стандартом. Если ваш проект требует нестандартных размеров, мы используем комбинацию глубокого сверления заготовки с последующим дорнованием для достижения нужной точности.
Стандарты и сертификация: на что смотреть в документах
Рынок насыщен предложениями, но не все они соответствуют международным требованиям. При импорте труб из Китая в страны СНГ и Европу ключевым документом является сертификат соответствия. Для работы с государственными заказами и крупными промышленными предприятиями наличие маркировки EAC (Евразийское соответствие) обязательно. Это подтверждает, что химический состав стали и механические свойства прошли проверку в аккредитованных лабораториях.
Мы работаем в строгом соответствии с ГОСТ 8734-75 (для бесшовных холоднодеформированных труб) и DIN 2391 / EN 10305. Разница между этими стандартами заключается в допусках на овальность и требованиях к чистоте поверхности. Европейский стандарт DIN 2391-2 жестче регламентирует предельные отклонения по диаметру, что критично для беззазорных посадок подшипников скольжения. Китайские производители, ориентированные на экспорт, такие как ООО Янчжоу Иньхэ Машиностроение, адаптируют свои линии под требования конкретного рынка, обеспечивая выполнение как ГОСТ, так и DIN.
Обратите внимание на пункт в сертификате о неразрушающем контроле (НК). Для ответственных применений (авиация, энергетика) требуется 100% контроль ультразвуком или вихретоком. Отсутствие отметки о НК означает, что проверка проводилась выборочно. В нашей практике был случай, когда партия труб без сплошного НК содержала расслоения металла, которые вскрылись только при развертке отверстия. Это привело к остановке конвейера заказчика на трое суток. Требуйте протоколы НК для каждой партии, особенно если речь идет о тонкостенных трубах.
Также важен контроль химического состава по ковшевой пробе. Отклонение по сере и фосфору даже на 0,005% может резко снизить ударную вязкость стали при низких температурах. Если ваши гидроцилиндры будут работать на севере или в неотапливаемых ангарах, убедитесь, что сталь раскислена по режиму «полностью спокойная» (killed steel) и имеет нормируемую ударную вязкость KCU/KCV.
Экономическая эффективность: считаем полную стоимость владения
Цена за килограмм трубы — это лишь верхушка айсберга. Реальная стоимость определяется количеством годных изделий, полученных из одного метра заготовки, и ресурсом готового цилиндра. Дешевая труба с плохой геометрией вынуждает увеличивать припуск на хонингование. Вместо снятия 0,05 мм на сторону, оператор вынужден снимать 0,2 мм, чтобы вывести размер и убрать дефекты поверхности. Это сокращает выход годного на 15–20% и увеличивает расход абразивных брусков и масла.
Рассмотрим пример. Партия труб стоимостью $1000 дешевле аналога может привести к дополнительным затратам на механическую обработку в размере $3000 из-за повышенного времени станочного цикла и инструмента. Плюс риск рекламаций от конечного клиента, который может исчисляться десятками тысяч долларов. В нашем производстве мы используем подход «полного цикла», который включает не только волочение, но и резку, фаскоснятие и упаковку. Это исключает повреждение концов труб при транспортировке — частую проблему при покупке полуфабриката.
Индивидуальный подход к длине трубы также дает экономию. Стандартная длина 6 метров часто требует стыковки или оставляет большие обрезки при изготовлении цилиндров длиной 4,5 метра. Возможность поставки труб длиной до 12 метров позволяет оптимизировать раскрой и снизить коэффициент использования металла до 95%. Для крупных серий это существенная статья экономии, которая перекрывает любую разницу в базовой цене металла.
Часто задаваемые вопросы
Какова минимальная партия для заказа высокоточной трубы?
Для стандартных марок стали (St35, St45, 20, 45) и популярных диаметров мы можем отгрузить от 500 кг. Однако для обеспечения оптимальной цены и настройки линии волочения рекомендуется заказ от 1 тонны. Для非标 (нестандартных) размеров или специальных сплавов минимальная партия рассчитывается индивидуально, исходя из технологического цикла плавки и нагрева.
Можете ли вы предоставить трубу с уже нанесенным хромовым покрытием?
Да, наше производство включает участки гальванического нанесения хрома. Мы предлагаем как трубы с внутренним хонингованием, так и полностью готовые гильзы с хромированным внутренним слоем для специфических задач. Также мы производим хромированные поршневые штоки различных модификаций, что позволяет закрыть потребность в парах трения «цилиндр-поршень» в одном окне.
Какой срок изготовления партии 5 тонн?
При наличии заготовки на складе и отсутствии необходимости в специальной плавке стали, срок производства составляет 15–20 рабочих дней. Этот срок включает отжиг, правку, калибровку, резку и упаковку. Если требуется изготовление заготовки под заказ, срок увеличивается до 35–45 дней. Мы всегда предоставляем график производства и отслеживаем статус заказа в режиме онлайн.
Как упаковывается труба для предотвращения коррозии при морской перевозке?
Мы используем трехуровневую систему защиты: антикоррозийное масло нейтрального состава, влагозащищенная бумага VCI (летучие ингибиторы коррозии) и внешняя полиэтиленовая упаковка. Трубы укладываются в деревянные ящики или на стальные паллеты с металлическими лентами. Такая упаковка гарантирует отсутствие ржавчины при хранении в контейнере до 6 месяцев даже в условиях высокой влажности.
Итоговые рекомендации по выбору поставщика
Покупка высокоточной холоднотянутой стальной трубы — это инвестиция в надежность вашего конечного продукта. Не гонитесь за самой низкой ценой на бирже металла. Ищите производителя с полным циклом, собственным контролем качества и опытом работы в гидравлике. Способность поставить трубу длиной 12 метров с прямолинейностью 0,5 мм/м и гарантированной структурой после отжига — это маркер профессионализма, который сэкономит вам миллионы на сервисном обслуживании.
Компания ООО Янчжоу Иньхэ Машиностроение готова предоставить образцы для тестирования и провести аудит вашего техпроцесса для подбора оптимальной марки стали. Мы понимаем специфику работы с гидроцилиндрами и знаем, что цена ошибки здесь слишком высока. Свяжитесь с нами сегодня, чтобы обсудить детали вашего проекта и получить коммерческое предложение с учетом всех технических требований.
Узнайте больше о наших возможностях в разделе продукция для гидроцилиндров или свяжитесь с инженерным отделом для консультации.