

Продукция



-

Цилиндр со стяжным штоком
-
Цилиндр вертикальной мельницы
-

Подъемный цилиндр
-

Гидроцилиндр из нержавеющей стали
-

Хонингованная гильза цилиндра
-

Бесшовная хонингованная гильза цилиндра
-

Хонингованная труба из нержавеющей стали
-

Труба с резанием и обкаткой
-

Холоднотянутая гильза цилиндра
-

Высокоточная холоднотянутая стальная труба
-
Подъемный цилиндр
-

Гидроцилиндр с равным усилием с двух сторон
-

Гильза цилиндра с резанием и обкаткой из нержавеющей стали
-

Шток поршня
-
Высокоточная труба с резанием и обкаткой
-
Расточенно-хонингованная гильза цилиндра глубокого сверления


Толстостенная расточенно-хонингованная труба глубокого сверления
Толстостенная труба с глубоким сверлением и растачиванием-хонингованием — это высокоточная бесшовная стальная труба, изготовленная по специальной технологии обработки, обладающая такими отличительными особенностями, как значительная толщина стенки, высокая точность внутреннего отверстия и хорошая чистота поверхности.
Описание
маркер
Описание продукта
Толстостенная труба с глубоким сверлением и растачиванием-хонингованием — это высокоточная бесшовная стальная труба, изготовленная по специальной технологии обработки, обладающая такими отличительными особенностями, как значительная толщина стенки, высокая точность внутреннего отверстия и хорошая чистота поверхности. Широко применяется в областях, предъявляющих строгие требования к качеству внутреннего отверстия трубы, таких как машиностроение, гидравлические системы, обработка пресс-форм, строительно-дорожная техника, механизмы подъема/опускания гидротехнических затворов, гидравлические пресс-пакетировщики и т.д.
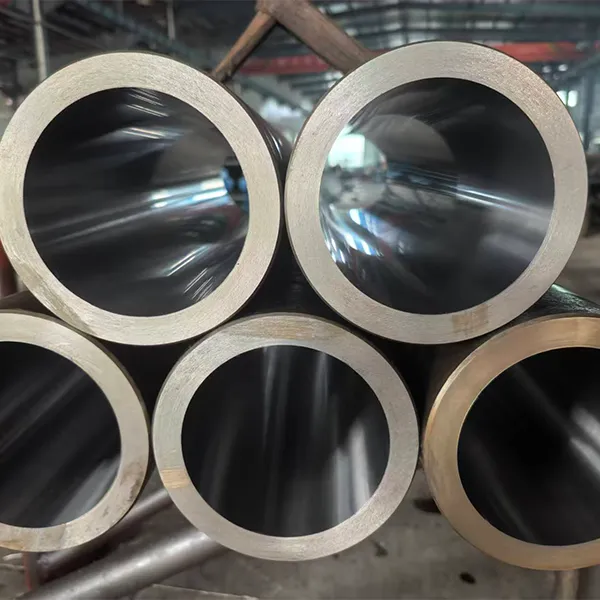
«Толстостенная» — это важная характеристика, обычно означающая большое отношение толщины стенки к диаметру трубы, что придает материалу отличную устойчивость к давлению и деформации, способность выдерживать высокое рабочее давление и сложные условия нагружения. Эти структурные особенности делают её выдающейся в качестве несущих компонентов, таких как гидроцилиндры, гидравлические стойки, штоки поршней, эффективно гарантируя стабильность и безопасность работы оборудования. Понятие «глубокое отверстие» означает, что отношение длины трубы к диаметру её внутреннего отверстия велико; как правило, когда это отношение превышает 5, отверстие считается глубоким. Обработка глубоких отверстий значительно сложнее, чем обычных, и предъявляет очень высокие требования к оборудованию, инструментам и контролю технологических параметров, требуя применения специальных технологий глубокого сверления для обеспечения прямолинейности, цилиндричности и других допусков формы и расположения внутреннего отверстия.
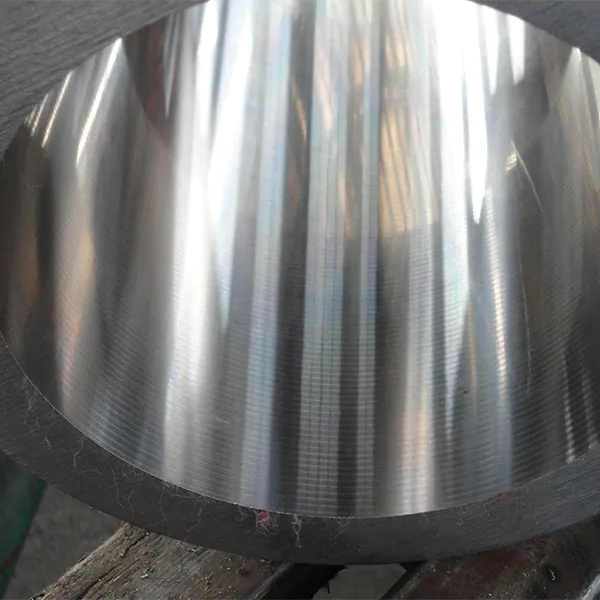
«Растачивание-хонингование» — это ключевые процессы обработки, придающие толстостенной трубе с глубоким отверстием высокую точность внутреннего отверстия. Сначала путём глубокого растачивания удаляется большая часть припуска заготовки и формируется предварительное внутреннее отверстие с определенной точностью размеров и шероховатостью поверхности. В процессе растачивания необходимо решать ключевые проблемы удаления стружки, охлаждения/смазки и направления инструмента, чтобы избежать таких дефектов, как некруглость, конусность, волнистость внутреннего отверстия. Последующий процесс хонингования или шлифования представляет собой прецизионную обработку расточенного внутреннего отверстия, дальнейшее повышение точности размеров, формы и чистоты поверхности внутреннего отверстия.
Хонингование, выполняемое за счёт вращательного и возвратно-поступательного движения хонинговальной головки, использует абразивное режущее действие для удаления микроколичеств металла, формируя на внутренней поверхности перекрестную сетчатую структуру. Это не только снижает значение шероховатости поверхности, но и улучшает износо- и коррозионную стойкость поверхности. После комбинированной обработки растачиванием и хонингованием точность внутреннего отверстия толстостенной трубы с глубоким отверстием обычно достигает уровня H7-H9, шероховатость поверхности Ra ниже 0.4 мкм, что полностью удовлетворяет требованиям использования высокоточных сопрягаемых деталей.



связаться с нами
Сопутствующие популярные продукты

Труба с растачиванием и обкаткой
Труба с растачиванием и обкаткой — это высокоточное трубное изделие с исключительной чистотой поверхности, изготовленное по комбинированной технологии растачивания и обкатки.

Гидравлическая гильза цилиндра
Гидравлическая гильза цилиндра является ключевым компонентом гидравлического цилиндра. Как деталь, воспринимающая давление гидравлической жидкости и направляющая возвратно-поступательное прямолинейное движение поршня, её характеристики напрямую влияют на рабочую точность, стабильность и срок службы всей гидравлической системы.
Гильза цилиндра с резанием и обкаткой из нержавеющей стали
Цилиндр из нержавеющей стали, обработанный точением и накаткой, — это высокоточная цилиндрическая деталь с высоким качеством поверхности, изготовленная из нержавеющей стали с использованием комбинированной технологии точения и упрочняющей накатки, широко применяемая в качестве корпусов цилиндров в гидравлических, пневматических системах, прецизионном машиностроении и других областях.

Цилиндр опорной стойки
Цилиндр опорной стойки является ключевым опорным элементом для различных видов строительной техники, подъемных машин, специальных транспортных средств и других крупногабаритных установок.
Хонингованная гильза цилиндра
Хонингованные гильзы цилиндров широко применяются в гидравлических и пневматических системах, а также в области точного машиностроения. Хонингованная гильза цилиндра — это цилиндрическая деталь, изготовленная или обработанная методом хонингования.

Высокоточная хонингованная труба
Высокоточная хонингованная труба — это высокоточная бесшовная стальная труба, изготовленная по технологии хонингования, отличающаяся превосходной точностью размеров внутреннего отверстия, чистотой поверхности и точностью формы.

Цилиндр заднего борта автомобиля
Цилиндр подъемника заднего борта является ключевым исполнительным элементом гидравлической системы подъемника заднего борта автомобиля. Преобразуя гидравлическую энергию в механическую, он обеспечивает подъем, опускание, опрокидывание заднего борта, напрямую влияя на его грузоподъемность, плавность работы и эффективность.
Гильза гидроцилиндра из нержавеющей стали
Гидравлический цилиндр из нержавеющей стали является основным компонентом гидроцилиндра, изготовленным из нержавеющей трубы путем прецизионной обработки. Он обладает превосходной коррозионной стойкостью, высокой прочностью и хорошей чистотой поверхности.

Прецизионная холоднотянутая труба
Прецизионная холоднотянутая труба — это высокоточная бесшовная стальная труба, производимая методом холодного волочения. Она характеризуется высокой точностью размеров, отличным качеством поверхности и превосходными механическими свойствами.

Гидравлическая хонингованная труба
Гидравлическая хонингованная труба, являясь ключевым элементом гидравлических передаточных систем, благодаря исключительной чистоте внутренней стенки, прецизионной точности размеров и превосходным механическим свойствам, представляет собой идеальный выбор для таких областей, как промышленная автоматизация, строительно-дорожная техника и аэрокосмическая отрасль.

Зажимной цилиндр
Зажимной цилиндр — это исполнительный элемент, использующий в качестве источника энергии гидравлику или пневматику и осуществляющий через возвратно-поступательное движение поршня операцию зажима и разжима деталей или объектов.
Шток поршня
Шток поршня — это удлиненный вал, соединяющий поршень, широко используемый в механических устройствах с возвратно-поступательным движением, таких как гидроцилиндры, пневмоцилиндры, паровые машины и т.д.
Хонингованная труба из нержавеющей стали
Хонингованная труба из нержавеющей стали — это высокоточная труба из нержавеющей стали, обработанная методом хонингования, обладающая превосходными комплексными характеристиками. Обычно используются высококачественные нержавеющие стали, такие как 304, 316, 316L.
Высокоточная труба с резанием и обкаткой
Высокоточная труба, обработанная точением и накаткой, — это прецизионная труба, изготовленная с использованием передовой комбинированной технологии точения и накатки, обладающая превосходной точностью размеров, отличным качеством поверхности и выдающимися механическими свойствами.

Гидроцилиндр изменения угла наклона
Цилиндр изменения угла наклона — это гидравлический исполнительный элемент, преобразующий гидравлическую энергию в механическую и предназначенный в основном для реализации функции наклона (качания) рабочих органов.

Вспомогательный цилиндр датчика
Сенсорный цилиндр — это интеллектуальный исполнительный элемент, объединяющий высокоточные датчики с традиционной конструкцией цилиндра. Он широко применяется в автоматическом управлении, прецизионном производстве, робототехнике и других областях.



